

Single Arc Forming Rolls
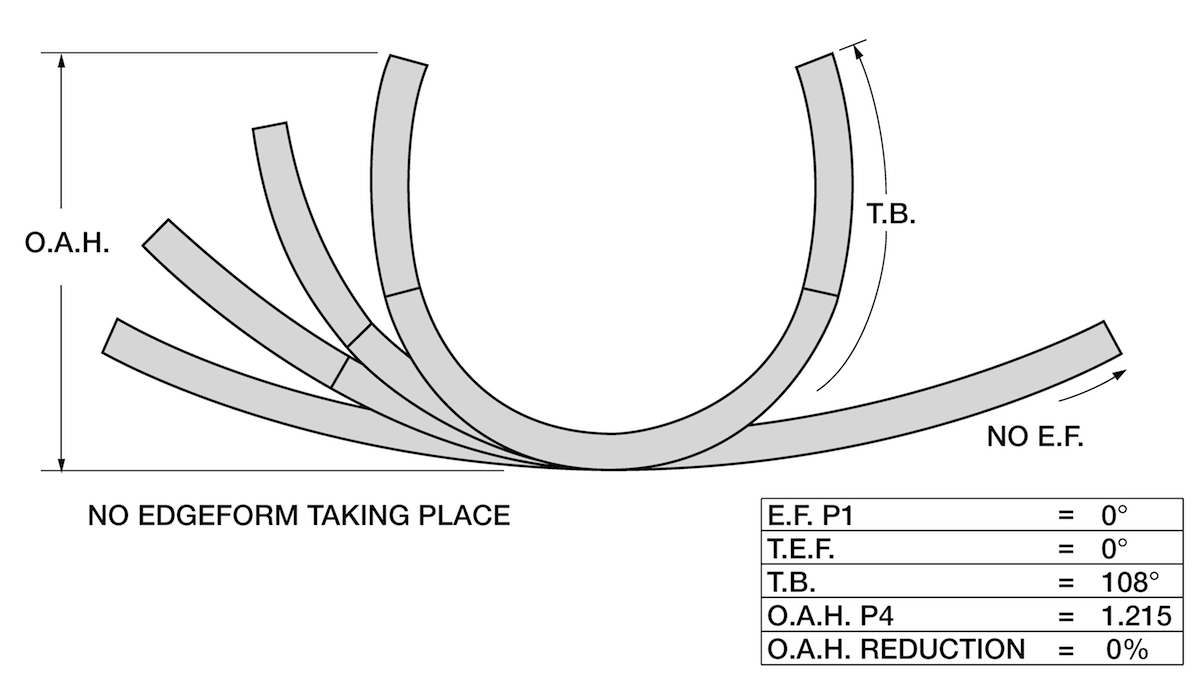
This technique does single arc forming in each pass. It initially forms the full width of the strip in the first pass with a large single radius and incrementally moves the forming toward the center of the strip in subsequent passes.
As the upper rolls narrow the area formed also narrows. Thus the outer areas of the strip are not formed further than the first hit. This is the oldest and simplest of designs and was more related to the manual machining capabilities of early roll shops than to ideal metal forming practices.
Click Image to Enlarge
Some ADVANTAGES of using this design are:
- The roll designing is simpler but with digital technology there are no savings.
- Tooling is a little more tolerant to mill misalignment
- Tooling can be used for a slightly broader range of sizes.
Some CONSIDERATIONS for using this design are:
- There is no edge forming accomplished in the early passes.
- There can be more wiping action between the lower roll flanges and the scalp creating galling and “pickup”.
- This method only effectively forms the bottom half of the tube. This leads to overworking of the upper fin pass rolls.
- Strip edge buckling can be more of a problem because there is none of the structural rigidity created by an edge formed scalp.
- Strip edge buckling can also be more of a problem because the edges of the strip are forced to take a higher curving path of greater distance traveled and can therefore stretch and buckle.